LITHIUM BATTERY DEMAND DRIVES PROCESS EVOLUTION
Time:Mon, 02 Apr 2018 05:47:13 +0800
keywords :
An explosion in battery demand has fostered a welcoming environment for innovations in sourcing and processing lithium and cobalt
The drive for higher capacity and enhanced performance from lithium-ion batteries (LIBs), in conjunction with skyrocketing demand for electronic devices and electric vehicles (EVs), has necessitated innovations in sourcing, processing and recycling the major materials used in battery manufacturing, especially lithium and cobalt. For additional background on lithium, read Spotlight on Lithium.
PROCESSES AND EQUIPMENT EVOLVE
One side effect of the increasing demand for lithium is a rush-to-market tendency from mining companies. “Over the next several years, a number of companies are coming online to extract lithium carbonate from spodumene ore, which is typically about 8% Li 2O by weight. In order to meet demand, it’s been a rush to start up,” says Josh Marion, a project engineer from Jenike & Johanson Inc. (Tyngsboro, Mass.; www.jenike.com). This rush, combined with the high value of lithium and its specific physical properties, underlines the importance of proper design throughout all stages of lithium processing — from initial mining all the way to the final refining steps. This forces processors to approach bulk solids handling in a new way when trying to achieve the desired benchmarks for product purity, particle size and density. “A lot of the processing demands can be likened more to pharmaceutical manufacturing than traditional mineral processing. There’s a premium on the quality of material that goes to battery manufacturers, and without reliable solids handling, you cannot achieve the product uniformity that is required,” explains Marion.
Some of the main operational issues experienced by lithium processors include caking, buildup and flow stoppage. To extract lithium from spodumene ore after mining, the raw ore goes through a series of crushing and size-classification steps to generate ore of the required particle size. The fine ore is then sent to a concentrator plant where it goes through several drying, milling, separation, dewatering and further size-classification steps to generate spodumene concentrate. The concentrate then proceeds to a processing plant, where it is calcined, and various aqueous solutions, acids and other chemicals are added to extract different impurities, such as iron, aluminum, silicon and magnesium. Finally, the wet cake is recrystallized and dried into the lithium hydroxide (LiOH) or lithium carbonate (Li 2CO3) product. “Particularly during those steps where the lithium is in a wet cake, if you don’t have an adequate dryer or the handling equipment is not properly designed to handle slightly wet material, you often experience buildup of lithium and lithium cake throughout the plant. Also, due to the hygroscopic nature of lithium salts, even when the material is dry, it may tend to absorb moisture and cake,” says Marion. He emphasizes that attention to detail during the equipment design phase is crucial in avoiding these bottlenecks and ensuring consistent product quality. “When selecting and designing equipment, it is critical to ensure that the characteristics of the material at each stage of the process be considered,” he adds.
As the performance demands of LIBs have evolved, equipment manufacturers are developing new technologies to meet those needs. “The key parameters for lithium producers right now are purity and particle size,” says Ananta Islam, sales director for the North American chemicals division of GEA Group AG (Düsseldorf, Germany; www.gea.com). The presence of certain impurities directly impacts battery performance, so lithium producers must align with a strict set of purity specifications. “Users are looking for a very low concentration of sodium, potassium, sulfur and heavy metals inside a battery-grade product,” explains Christian Melches, senior sales and technology manager at GEA. Whether starting with brine materials, as is common in South America, or spodumene ore, the typical lithium source in Canada and Australia, these impurities are usually present in considerable amounts. To address purity concerns, GEA provides crystallization units (Figure 1) that can be combined to optimize purification, says Melches. “The edge comes from knowing how to guide the flows through the process itself to several crystallizers to get the purest product,” he states. Another important consideration in combined crystallization units is energy efficiency. One energy-saving measure is the use of mechanical recompression of vapors from the crystallizer to create steam for driving the process.

FIGURE 1. Crystallization units are an important part of lithium hydroxide production
LiOH — currently the preferred lithium form for most LIB makers — demands an extremely precise particle-size distribution, which requires specialized spray-drying equipment. A typical particle-size range for conventional spray drying might be 40–50 μm, but for LiOH processing, the range is around 5–7 μm, explains Islam. To ensure that materials meet requirements, GEA developed and patented a specific nozzle for lithium handling (Figure 2). “The Combi-Nozzle utilizes a high-pressure nozzle and compressed air for secondary atomization to further reduce the particle size,” says Islam. Lithium producers say that a smaller particle size is needed for properly compacting powders, which directly affects LIB performance. According to Islam, this particular nozzle was developed based on technologies used in the pharmaceutical sector for spray drying particles for inhalable drugs, which require very fine particle sizes.
While brine and spodumene produce the majority of today’s lithium, in the next few years, other sources may arise due to high demand. “The mining companies are starting to invest in alternative lithium sources, so in the future, processing equipment may need to adjust to handle more impure raw materials,” says Melches.

FIGURE 2. New nozzles developed specifically for spray-drying processes that handle lithium help to achieve the narrow particle-size range required for battery-grade products
GEA
LOOKING TO ADDITIONAL LI SOURCES
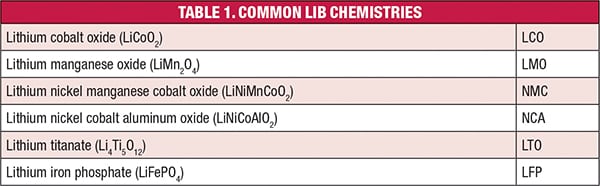
In attempts to expand resource utilization and drive down LIB costs, technologies are emerging that introduce more feedstock flexibility for different lithium formulations and lower-grade raw materials. Nano One Materials Corp. (Vancouver, B.C., Canada; www.nanoone.ca) has developed a proprietary process for making battery cathode materials of various chemistries. Table 1 lists the most common LIB chemistries on the market, such as NMC, NCA andLTO. Unlike typical solid-state cathode production techniques, Nano One’s technology is solution-based. “The solution-based process allows us to make battery materials more cheaply, and the process is very flexible, so it can be used to make any of the many formulations of lithium cathode materials,” says Stephen Campbell, principal scientist at Nano One Materials. As battery makers try to optimize LIB capacity, stability and costs, great effort has gone into reducing the cobalt content while increasing the nickel content in cathodes. For making these high-nickel materials, LiOH is the preferred lithium raw material, but it is becoming more and more difficult and expensive to obtain. Nano One’s technology can use either LiOH or the much more abundant and inexpensive Li 2CO 3 to make cathode materials, offering a more straightforward path for Li 2CO 3 producers, allowing them to avoid investing in costly processes to convert Li 2CO 3 to LiOH. “We can loosen up the supply chain by using lithium sources that others can’t,” says Campbell.
Nano One’s solution-based technology dissolves the lithium in water (at ambient conditions) with other transition metals, so it doesn’t matter what form the lithium is in — both LiOH and Li 2CO 3 are treated in the same manner. The dissolved metals are precipitated out, producing a crystalline precursor with an ordered lattice structure of all present cathode metals. This ordered structure facilitates faster firing in the furnace, says Campbell. “We can fire the materials in as little as 7 h, because the metals are already mixed in an ordered fashion. Traditional methods that grind lithium with other metals require long-distance diffusion, which can take 1 to 2 days of firing,” he adds. Another benefit of Nano One’s technology is that the crystal uniformity dilutes impurities, making the process more tolerant of lower-grade raw materials, further driving down operating costs. Nano One is currently conducting tests on lithium samples with varying degrees of purity to evaluate the technology’s ability to handle various contaminant species. “We are seeing that the impact of certain impurities is not as bad as some might think. For instance, magnesium can act as a dopant and actually improve performance,” explains Campbell. Nano One is currently capable of producing cathode materials in 300-kg batches at a pilot plant, and the plant has capabilities to produce up to 1 ton/d. The team recently began sending product samples to third-party organizations for validation.
BATTERY RECYCLING
Spent and scrapped batteries hold a staggering amount of highly in-demand materials, and many organizations are working to develop efficient recycling technologies to take advantage of this largely untapped resource. American Manganese Inc. (AMY; Surrey, B.C., Canada;www.americanmanganeseinc.com) has developed a process for recycling the cathode metals (including lithium, cobalt, manganese, nickel and aluminum) from EV batteries (Figure 3). The company is currently constructing a kilogram-scale pilot plant to demonstrate the technology, which is adapted from a proven continuous process for recovering manganese from low-grade ores (Figure 4), says Larry Reaugh, AMY president and chief executive officer (CEO). A commercial plant with a capacity of 3 m.t./d is in the works, which will utilize scraps or off-spec metals from LIB producers. In bench-scale tests, 100% of cathode metals were recovered from LIB materials and scrap, which typically would end up in a landfill or in a smelter with inefficient metal recovery that may not even recover any of the cathode’s lithium. The AMY process should readily scale up, due to its history of proven continuous operation at larger production levels with manganese, explains Reaugh.
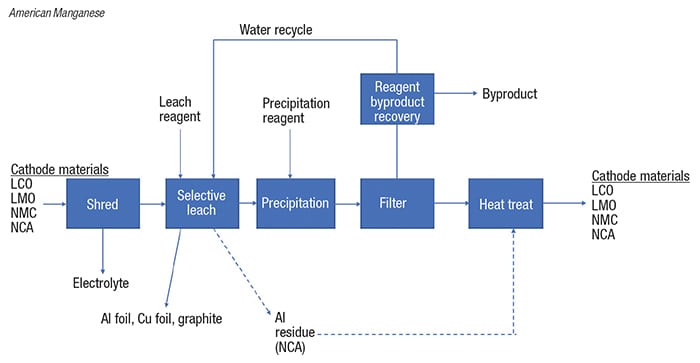
FIGURE 3. A manganese-recovery technology for low-grade ores has been adapted to recycle metals from spent battery cathodes

FIGURE 4. Equipment used for processing low-grade manganese is now being adapted to recycle batteries
Using sulfur dioxide and other low-cost reagents and an automated battery-disassembly process, AMY’s recycling technology produces little to no waste, as 100% of metals are recovered and process water is recirculated. The revolutionary part of the hydrometallurgical process, says Reaugh, simplifies the precipitation step and increases metal yields, and has flexibility to work with many metals and cathode chemistries.
Looking at the future supply and demand for battery materials like lithium and cobalt, Reaugh believes the benefits are clear when comparing recycling processes with mining. “The price of cobalt is going through the roof and there doesn’t seem to be any immediate production coming onstream, and with new mines, you are looking at years and years of lead time,” he adds. “I think our economics with recycling will be hands-down better than mining.”
Another new technique for recycling cathode materials from spent LIBs has been developed by engineers at the University of California (UC) San Diego (www.ucsd.edu). The process begins with a non-destructive particle-separation step that involves binder dissolution, suspension, filtration and washing, followed by hydrothermal lithiation treatment where cathode particles are pressurized in an alkaline solution in the presence of lithium salt. A subsequent annealing step helps to correct the crystal structure of the materials, which might have degraded during previous battery use, explains Zheng Chen, professor of nanoengineering at UC San Diego. According to the research team, battery materials recovered in this process were restored to their original performance capabilities with regard to charge storage capacity, charging time and battery lifetime.
A major benefit of this process is its energy efficiency when compared to other battery-recycling techniques, says Chen. “We do not destruct the majority of the particle structure and composition, which consumes a great deal of energy to re-create. Avoiding repeating these manufacturing steps helps to save energy,” he states. The process has been demonstrated at the gram scale and has been proven to work for both LCO and NMC batteries, making it flexible to handle LIBs from EVs and consumer electronics.
METALS FROM FOSSIL FUEL PROCESSING
The intensifying global demand for LIBs has forced the industry to consider alternative sources for many metals, and in several cases, look to traditional oil-and-gas processes for inspiration. A new technology developed by MGX Minerals Inc. (www.mgxminerals.com) in partnership with Highbury Energy Inc. (both Vancouver; www.highburyenergy.com) seeks to recover metals used in LIBs from a major byproduct of petroleum refining — petroleum coke (petcoke). The petcoke is fed to an advanced thermochemical gasification process to produce hydrogen and an ash byproduct, from which high-value metals are recovered, including nickel and cobalt, as well as a wide variety of rare-earth elements in smaller concentrations. High demand for hydrogen combined with the massive amount of inexpensive petcoke feedstock make this project appealing. The key to its effectiveness for metals recovery lies in the precision of the gasification fluid-bed reactor technology to eliminate the tar and residue buildup that can typically plague gasification operations. “The process requires low-tar gasification and a clean ash byproduct. The last thing we want is tar or organic materials in the ash itself, which would make processing of the metals quite difficult,” explains Jared Lazerson, president and CEO of MGX Minerals. Another benefit of this gasification process is its ability to handle a very large range of particle sizes, including very fine materials. The metals recovery step is relatively straightforward since the gasification unit acts as a concentrator.
The ability to co-locate the petcoke gasification and metals-recovery processes alongside oil-sands processing sites eliminates logistics and transportation concerns, according to Lazerson. Highbury Energy has operated a gasification pilot plant for several years using its proprietary fluid-bed-reactor technology. “We are just beginning to figure out what the next phases are in terms of whether to move into a pilot or small commercial plant,” says Lazerson. Beyond petcoke, other projects have proposed coal as a source of litihum.
On the lithium side, MGX Minerals is progressing its nanofiltration technology for lithium recovery. In this process, a patented high-intensity flotation process uses micro-bubbles to clean out residual oils, metals and small particulate matter from feedstock — typically brine, mine tailings or lithium-containing wastewater from oil-and-gas or chemical processing sites. This step removes 99% of physical particulates, says Lazerson, providing a very clean brine source for the nanofiltration step, which then further refines the lithium stream to the purity levels required for LIB manufacturing. “Basically, it’s an adsorption technology in highly specialized nanofilters,” he adds. “We remove impurities like sodium, magnesium and calcium in step one, so you end up with a very clean lithium concentrate, along with other salt concentrates that can be monetized,” Lazerson mentions. The company is close to completing its first commercial plant and is evaluating where to install its next plant. The current production scale at the plant is 750 bbl/d, and initial construction work is underway for a 7,500-bbl/day system. MGX Minerals is also working with partners in South and North America, including potential deployment at a large-scale natural-brine site related to geothermal processing in Southern California. The company also recently announced a joint development project with Orion Laboratories LLC and Light Metals International Inc. to commercialize a new modular thermochemical process to produce high-purity Li 2 CO 3 or LiOH from spodumene concentrates.
Another potential source of lithium is wastewater generated from hydraulic fracturing activities. A group from the University of Texas at Austin (UT;www.utexas.edu), in collaboration with Monash University (Melbourne, Australia, www.monash.edu) and CSIRO (Melbourne, Australia; www.csiro.au), has developed a membrane process using metal-organic frameworks (MOFs) that can selectively extract lithium from wastewater (Figure 5). “The particular MOFs considered for this work have pore sizes that can accommodate a partially dehydrated lithium ion, but not larger ions or highly hydrated ions, making it selective for lithium, relative to larger partially dehydrated ions, such as sodium, potassium and rubidium,” explains Benny Freeman, a chemical engineering professor at UT. “Our current hypothesis is that the lithium ions partially dehydrate to enter the MOF pore, where they undergo extremely rapid transport through the nanocrystalline voids inside the MOF crystals. This mechanism implies favorable interactions of the MOF interiors with lithium ions, bringing about at least partial dehydration of the ions,” Freeman adds. Currently, the MOF membranes have been demonstrated at the laboratory scale, but the group from UT is working to adapt the technology for CSIRO’s established continuous-flow process to produce larger quantities of MOFs. The team believes that this technology is not restricted to lithium, and the MOF could be used for desalination purposes, or tuned to selectively permeate monovalent anions, for instance removing fluoride from drinking water or nitrates from agricultural runoff. For more information about membranes’ application in litihum recovery, read Extending Membranes’ Reach Across the CPI.

FIGURE 5. New membrane technologies can enable lithium to be selectively removed from wastewater
SOURCING COBALT CLOSER TO HOME
Increases in LIB manufacturing capacity have placed unique stresses on the supply of cobalt. Not only is cobalt mined in politically unstable regions, but it is primarily recovered as a byproduct of nickel and copper mining, so its economics are tied up in the demands of those markets. Recognizing the necessity for new primary sources of cobalt to satisfy demands, Fortune Minerals Ltd. (London, Ont., Canada; www.fortuneminerals.com) is embarking on an extensive cobalt project in North America, a region with very little dedicated cobalt production. Fortune Minerals’ project comprises mining of cobalt, gold, bismuth and copper at a large deposit in Canada’s Northwest Territories and a hydrometallurgical refining plant in Saskatchewan that will process metal concentrates from the mine. “This project basically mitigates supply-chain risks by having a North American vertically integrated source with supply-chain transparency,” explains Robin Goad, president and CEO of Fortune Minerals. The project has undergone feasibility and front-end engineering design (FEED) studies, and the group is currently completing a new feasibility study to consider a 30% increase in production rate. “We are targeting production of approximately 2,000 tons of cobalt per year contained in cobalt sulfate heptahydrate, which is the preferred material for NCA and NMC batteries used in the automotive industry,” says Goad.
The Saskatchewan plant will process metal concentrates from the mine, beginning with bismuth. In the bismuth processing unit, a secondary flotation step yields a gold-bearing cobalt sulfide concentrate, which is subsequently fed to the cobalt processing unit (Figure 6). Here, the cobalt concentrate is subjected to high-pressure acid leaching at 180°C in an autoclave. “The cobalt sulfide dissolves into solution in an exothermic reaction. There is little acid consumption because the sulfide minerals generate acid during their dissolution,” explains Goad. Next, gold is recovered and sent to a separate process unit, the cobalt materials are neutralized and impurities — iron, copper, and most crucially, arsenic — are precipitated out, resulting in a relatively pure cobalt stream. “We strip off the arsenic impurity and convert it to ferric arsenate using the excess iron in solution. The arsenic, which would otherwise be toxic, is now in a non-hazardous stable form that can be safely landfilled at the project site,” Goad adds. This arsenic conversion step is especially critical in enabling the plant to process metals from other mines, as much new cobalt production is arsenic-based, and there are limitations in exporting arsenic-containing compounds. “In addition to processing concentrates from our own mine, we think the refining plant will be very well positioned to process concentrates from other cobalt projects around North America,” says Goad. Fortune Minerals expects construction of the plant to begin in early 2019. Commissioning and commercial operation would follow in 2021. “The longterm business plan is to diversify into recycling, because we will have a plant that will be able to take residues, metal shavings or waste batteries and recover the metals,” mentions Goad. He emphasizes that an infrastructure supporting collection points for these waste streams will need to be established before large-scale recycling can take place.
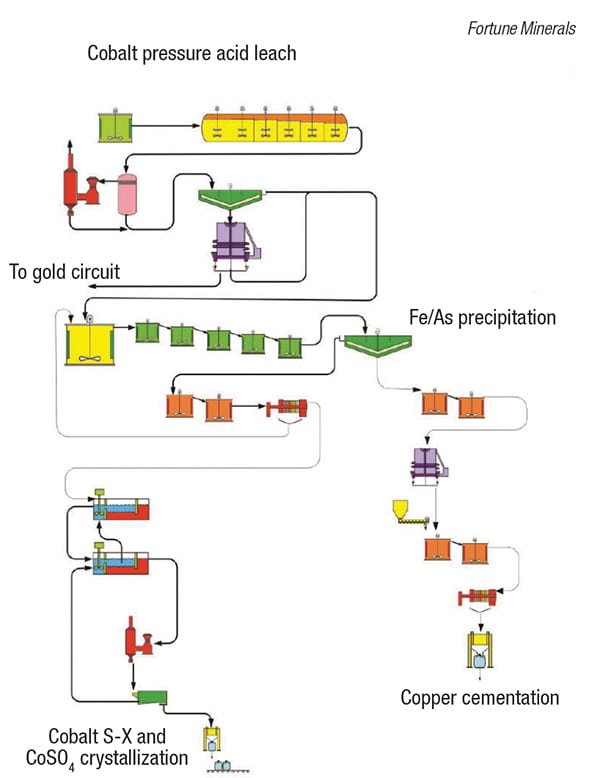
FIGURE 6. Fortune Minerals’ metal refining plant will process cobalt, bismuth, gold and copper
